You've probably been in this spot already. A product team wants a plastic part that's stiffer, lighter, easier to mold, lower cost, and still clean on appearance. Procurement wants raw material flexibility. Manufacturing wants a wider processing window. Compliance wants confidence that today's additive package won't become tomorrow's problem.
That's plastics formulation in real life.
At the bench, it can look deceptively simple. Combine a base resin, add modifiers, compound, mold plaques, run tests, adjust, and repeat. In practice, every adjustment moves several properties at once. A change that fixes impact can hurt flow. A package that improves UV stability can affect color. A filler that lowers cost can damage weld lines or surface finish. The work is equal parts chemistry, process engineering, and disciplined decision-making.
Table of Contents
- The Art and Science of Plastics Formulation
- Start with the polymer
- Additives change behavior in targeted ways
- Fillers change economics and structure
- Write the target before you write the recipe
- The three failure drivers to watch
- Use the triangle that matters
- Why scale-up changes the answer
- Common failures that appear late
- Specification discipline prevents expensive rework
- What changes when data becomes usable
- Traditional vs. AI-Driven Formulation R&D
- Where AI helps most in daily R&D work
The Art and Science of Plastics Formulation
A good formulator rarely starts by asking, “What should I mix?” The better question is, “What must this material survive, and how will we make it?” That shift matters because plastics formulation isn't blending ingredients until a datasheet looks acceptable. It's building a material system that performs under stress, heat, time, and manufacturing variability.
One reason the discipline matters so much is scale. Since Bakelite began the modern plastics era in 1907, annual global plastic production has grown nearly 230-fold, from 2 million tonnes in 1950 to over 460 million tonnes in 2019, and half of all resins and fibers ever made were produced in just the last 13 years, according to the analysis published in Science Advances on global plastics production growth. More materials, more applications, and tighter requirements mean formulators don't have the luxury of solving problems by intuition alone.
In the older workflow, many teams still operate by controlled trial and error. They test one antioxidant package, then another. They switch carrier systems. They nudge filler loading. They tweak screw speed and barrel temperature to rescue a blend that was unstable from the start. Some of that iteration is unavoidable. A lot of it isn't.
Practical rule: If a formula only works under one narrow set of lab conditions, it isn't ready. You don't have a robust formulation yet. You have a temporary coincidence.
The craft side of plastics formulation is knowing which compromises are acceptable for the application. The science side is understanding why a compromise appears in the first place. Senior formulators develop pattern recognition over time, but experience alone doesn't remove complexity. It just helps you ask better questions earlier.
Deconstructing the Formula with Polymers Additives and Fillers
A useful way to think about formulation is as a chef's station. The polymer is the main ingredient. It defines the basic structure of the dish. Additives are the seasonings and preservatives. They tune performance, protect against degradation, or change appearance. Fillers are the functional bulk ingredients. They can lower cost, change stiffness, alter density, or introduce entirely new behavior.
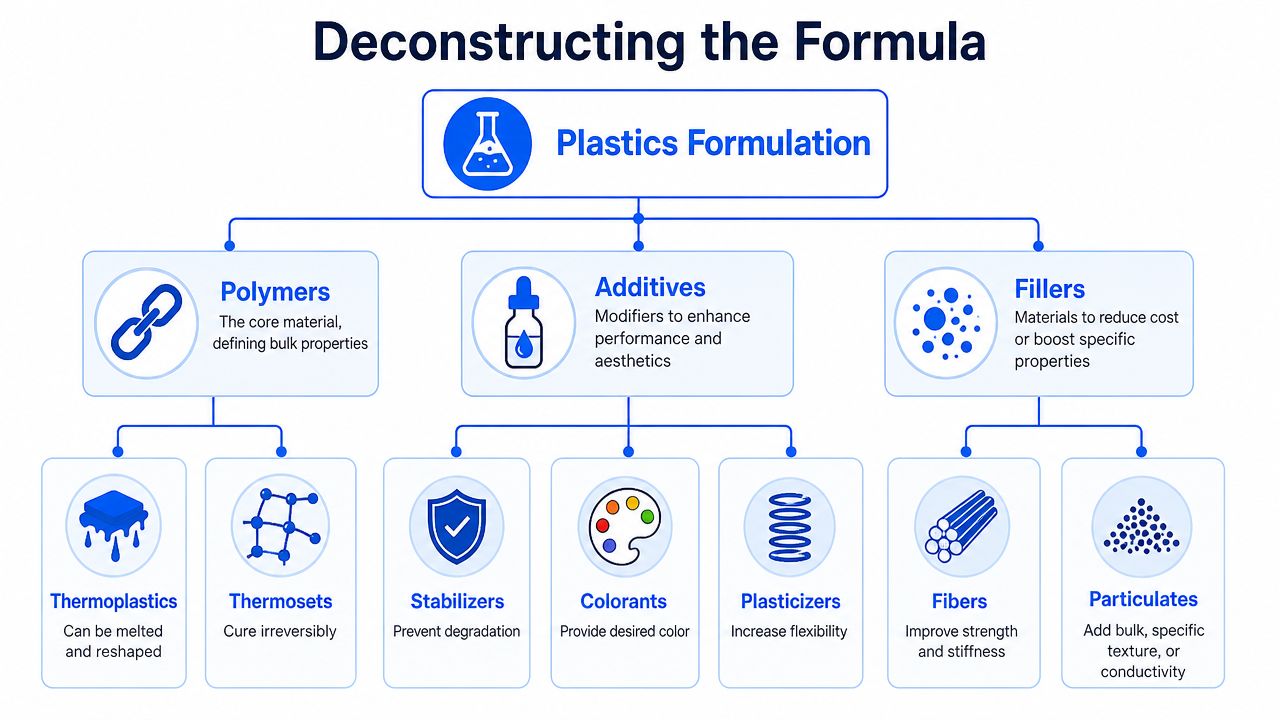
Start with the polymer
The polymer matrix sets the baseline. If you choose the wrong backbone, no additive package will fully rescue the system.
Three broad families dominate formulation thinking:
- Thermoplastics let you melt, shape, and remelt the material. That makes them practical for extrusion, injection molding, film, and many compounding workflows.
- Thermosets cure into a crosslinked network. Once set, they don't remelt. You choose them when dimensional stability or heat resistance matters more than reprocessability.
- Elastomers are built for elasticity and recovery. Their behavior under strain is the point, so formulation priorities shift toward resilience, hysteresis, and long-term durability.
Within each family, the formulator still has to evaluate polarity, crystallinity, molecular weight behavior, thermal history, and process sensitivity. Those details drive compatibility later when additives and fillers enter the mix.
Additives change behavior in targeted ways
Additives are where many younger chemists get excited, because property tuning feels most direct in this area. But additives only work when they fit the matrix and survive processing.
Common additive roles include:
- Stabilizers protect the polymer during processing or service life. Antioxidants, heat stabilizers, and UV stabilizers all fall into this category, but they don't solve the same problem.
- Plasticizers increase flexibility and lower stiffness in suitable systems. They can also change migration behavior, odor, and long-term property retention.
- Colorants provide appearance, but they also affect dispersion quality, opacity, and in some cases thermal performance during compounding.
- Flame retardants target ignition behavior and burning characteristics, often with trade-offs in flow, toughness, corrosion risk, or density.
- Processing aids help materials move through equipment more consistently. They can improve surface, reduce melt fracture, or stabilize output.
Additives don't “add performance” in the abstract. They shift a system's balance, often by helping one property while putting another under pressure.
That's why additive selection has to be contextual. A stabilizer package that looks fine in a simple plaque can behave differently in a thin-wall molded part with higher shear and a longer thermal history.
Fillers change economics and structure
Fillers are often discussed as cost reducers, but that description is too narrow. In plastics formulation, fillers reshape the material architecture.
Two broad classes are especially common:
| Filler type | What it usually changes | What can go wrong |
|---|---|---|
| Fibers | Strength, stiffness, dimensional control | Poor surface, anisotropy, brittle weld areas |
| Particulates | Cost, density, texture, stiffness, conductivity in some systems | Abrasion, settling, poor dispersion, reduced impact |
Glass fiber is not talc, and talc is not calcium carbonate. Their geometry, surface chemistry, and interaction with the matrix create different outcomes. A filler that improves stiffness may also raise viscosity, increase tool wear, or amplify shrinkage variation if the flow pattern is unfavorable.
The working habit that helps most is simple. Decide what role each component must play before you choose the grade. When teams skip that step, formulas become collections of inherited materials rather than intentional material systems.
Principles of High-Performance Formulation Design
The strongest formulations are usually clear on requirements long before they're clever on chemistry. If the target is vague, the experimental plan turns into wandering.
Write the target before you write the recipe
Start with functional requirements, not supplier habits. FORCE Technology's guidance is direct on this point: material requirements should be defined by functional properties and CAS numbers with purity levels, not by trade names or the cheapest available grade, because that keeps the formulation flexible and reduces later troubleshooting, as described in FORCE Technology's guidance on specifying plastic materials.
That sounds administrative, but it's highly technical. If a formulation depends on one proprietary grade whose chemistry was never properly specified, every substitution later becomes a risk event. You won't know whether a failure came from purity, molecular architecture, additive carryover, or lot-to-lot variation.
A strong design brief usually answers questions like these:
- What must the part do? Carry load, flex repeatedly, resist heat, survive UV, insulate, seal, or maintain appearance.
- How will it be processed? Injection molding, extrusion, blow molding, coating, or compounding for downstream conversion.
- What can't be compromised? Regulatory constraints, odor, color stability, weld line performance, scratch resistance, or regrind tolerance.
The three failure drivers to watch
In day-to-day formulation work, most underperforming systems fail for recurring reasons. The technical value of a masterbatch or formulation depends on dispersion quality, chemical compatibility, and additive stability, with poor dispersion creating stress points and reducing mechanical properties, and incompatibility causing phase separation, as explained in Chris DeArmitt's discussion of polymer formulation performance.
Those three factors are practical, not academic.
- Dispersion quality determines whether the additive is distributed where you think it is. A bad dispersion can pass visual inspection and still fail mechanically.
- Chemical compatibility decides whether phases cooperate or separate. You'll see the consequence in brittleness, haze, unstable processing, or weak interfaces.
- Additive stability answers a harsher question: does the chemistry survive compounding and end use, or does it decompose, volatilize, react, or lose effectiveness?
If you can't explain how an ingredient disperses, what phase it occupies, and whether it remains stable through processing, you're still guessing.
Use the triangle that matters
Most formulation decisions sit inside a triangle of performance, cost, and processability. You can optimize all three somewhat, but one usually dominates.
Here's what that looks like in practice:
- A filler package may lower cost and improve stiffness, yet narrow the molding window.
- A tougher impact modifier may improve drop performance, but reduce modulus or heat resistance.
- A more stable additive package may protect long-term properties, but complicate color or increase formulation cost.
Experienced chemists don't avoid trade-offs. They rank them. That's the discipline. You decide early which losses are acceptable and which ones will become line-stopping problems later.
Validating Your Formula Through Testing and Characterization
A formulation on paper is a proposal. Testing tells you whether the material you made is the material you intended to make.
The most useful way to organize testing isn't by instrument. It's by question. Each method should answer something a formulator can act on.
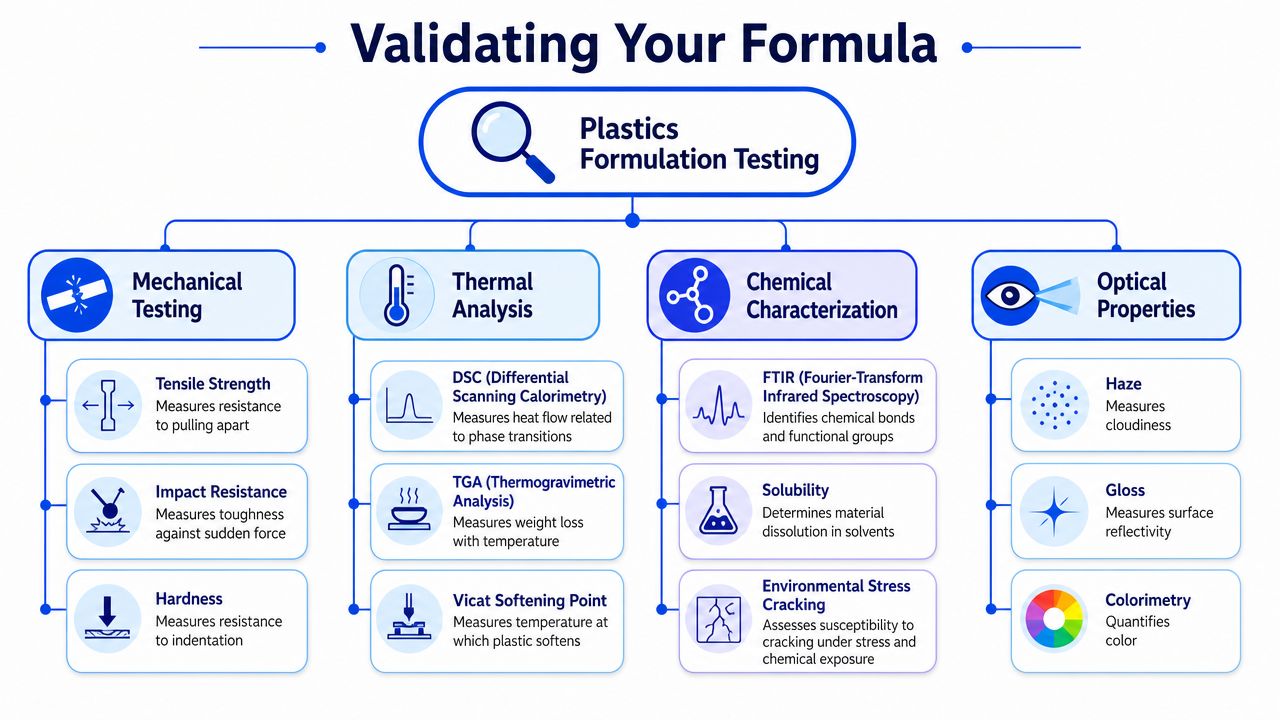
Mechanical questions
Mechanical tests tell you how the structure behaves under force. They're often the first screens because failure shows up quickly and clearly.
- Tensile testing asks whether the material carries load and how it stretches before failure. For a formulator, it often reveals whether reinforcement, plasticization, or phase adhesion is going the way you expected.
- Impact testing asks how the system behaves when stress is sudden. Brittle incompatibilities often expose themselves under these conditions.
- Hardness gives a fast read on surface resistance and stiffness directionally, though it rarely tells the whole story by itself.
A tensile result that drops after an additive change doesn't automatically mean the additive is bad. It may mean dispersion changed, moisture control slipped, or the additive altered crystallization and therefore morphology.
Thermal and rheological questions
Thermal analysis tells you what the polymer remembers about its heat history. Rheology tells you what the melt is going to do when you ask manufacturing to run it.
A practical testing set often includes:
| Question | Useful methods | What the result tells the formulator |
|---|---|---|
| When does the structure change? | DSC, Vicat, HDT | Crystallization, transition behavior, and softening limits |
| Is the material thermally stable enough? | TGA, oven aging, process exposure checks | Whether the package survives compounding and service |
| Will this process consistently? | Melt flow, capillary rheology, torque trends | Flow window, shear sensitivity, and likely molding behavior |
If flow changes more than expected after adding a filler or flame-retardant package, don't only adjust machine settings. Check whether your ingredient geometry, moisture state, or carrier choice changed the melt structure in a more fundamental way.
Run tests that answer decisions, not tests that simply fill a report.
Later in development, that distinction saves weeks. Teams often gather a mountain of data and still miss the property that predicts production trouble.
Analytical questions
Analytical tools answer the “why” behind unexpected behavior.
- FTIR helps confirm chemical identity or detect whether you have the functional groups you think you have.
- SEM is often the fastest route to understanding fracture surfaces, filler pull-out, voids, or phase morphology.
- Microscopy and cross-sections can expose dispersion defects that average bulk values hide.
- Colorimetry, gloss, and haze matter when appearance is part of performance, not decoration.
If a sample becomes brittle after scale-up, analytical work can separate several very different root causes. Was the additive unevenly distributed? Did thermal damage occur? Did the filler debond? Did a second phase become coarser under changed shear conditions? That's the bridge from symptom to mechanism.
From Lab Bench to Production Line
A lab formula can look excellent because the lab is forgiving. Operators are attentive. Material sits in small batches. Residence times are manageable. Deviations are noticed quickly. Production isn't like that.
Why scale-up changes the answer
When you move from bench compounding to plant equipment, the material experiences different shear histories, heat transfer conditions, residence times, and feeding behavior. A formulation that dispersed nicely in a small mixer may not distribute the same way in a larger extruder. A stabilizer package that survived the bench may struggle when pellets see more thermal exposure before conversion.
The result is a common but costly surprise. The formula didn't “suddenly stop working.” More often, the original design was only stable within a narrow process envelope that the plant can't reliably maintain.
Three scale-up stressors show up repeatedly:
- Feeding variability from low-bulk-density powders, sticky additives, or inconsistent regrind.
- Thermal exposure that rises as equipment size and throughput conditions change.
- Shear history that alters dispersion, polymer chain integrity, and filler orientation.
Common failures that appear late
Production failures usually trace back to earlier formulation decisions, even when the line is where the defect becomes visible.
A few recurring examples:
- Poor dispersion shows up as weak spots, visual streaks, or inconsistent mechanical data.
- Degradation appears as discoloration, odor, embrittlement, unstable viscosity, or deposits.
- Voids and porosity often connect to moisture, volatiles, trapped air, or poor wet-out.
- Brittleness at weld lines can indicate excessive filler loading, weak interfacial adhesion, or an additive package that disrupted flow and knit formation.
The practical lesson is to treat process conditions as part of the formulation, not as an afterthought. If your recipe only works under hand-tuned lab settings, scale-up will expose that weakness.
Specification discipline prevents expensive rework
One of the cleanest ways to reduce scale-up pain is better specification. As noted earlier, expert guidance recommends defining materials by functional properties and CAS numbers with purity levels, rather than trade names or cheapest-market substitutions. That discipline protects flexibility and cost control while preventing the formulation from being locked to a grade that may behave differently at production scale.
In real projects, this helps in two ways. First, purchasing has room to source materials that meet actual technical intent. Second, engineering can evaluate substitutions systematically instead of reacting after defects appear.
The plant doesn't care what you meant by the formula. It only processes what the formula actually is.
That's why good scale-up work starts before the first production trial. It starts when the formula is specified precisely enough that everyone is working from the same technical definition.
Accelerating Innovation with AI-Driven Formulation
Traditional formulation work scatters knowledge everywhere. One result is in a spreadsheet on a shared drive. Another is buried in an ELN attachment. Someone remembers that a certain carrier resin caused haze three years ago, but the reasoning never made it into a searchable record. So teams repeat experiments they've effectively already paid for.
AI changes the workflow only when that fragmented history becomes structured and usable.
What changes when data becomes usable
In a manual workflow, chemists often choose the next trial from a mix of experience, urgency, and incomplete precedent. That isn't irrational. It's what people do when the search space is too large and the data backbone is weak.
An AI-guided workflow improves the front end of decision-making:
- It connects historical experiments across disconnected systems.
- It predicts likely property outcomes for candidate formulations before physical trials.
- It ranks next experiments so the lab spends time on informative work instead of routine iteration.
- It surfaces causal drivers that help teams understand why a formula behaves the way it does.
Used properly, this doesn't replace formulation judgment. It sharpens it. The chemist still defines the target, screens for chemical plausibility, and decides what risk is acceptable. The model helps narrow where to look.
One example is Polymerize, which combines a connected experimental data backbone with domain-specific models for materials R&D so teams can predict properties, optimize formulations, and plan the next best experiment from prior data instead of relying entirely on trial sequencing.
Traditional vs. AI-Driven Formulation R&D
| Aspect | Traditional Approach | AI-Driven Approach |
|---|---|---|
| Starting point | Individual memory, old reports, supplier suggestions | Structured historical data and model-guided search |
| Experiment selection | Sequential trial and error | Ranked candidate formulations and targeted experiments |
| Failure analysis | Often reactive after testing | Earlier identification of likely incompatibilities or weak regions |
| Knowledge retention | Fragmented across people and files | Centralized and reusable across programs |
| Scale-up readiness | Process risk discovered late | Better visibility into formulation sensitivity before transfer |
That shift matters most when the target isn't a simple commodity blend. If you're balancing stiffness, flow, flame performance, appearance, and compliance in one program, the combinatorial space expands fast. Human expertise remains essential, but it's no longer enough to search that space efficiently by memory and intuition alone.
Where AI helps most in daily R&D work
The strongest use cases are not flashy. They're practical.
A team developing a flame-retardant or impact-modified formulation often has many plausible recipes and limited machine time. Instead of physically compounding every reasonable blend, an AI platform can screen candidate spaces virtually, identify the most promising options, and recommend which few trials will teach the most. That changes the rhythm of the lab. Fewer broad fishing expeditions. More purposeful experiments.
This is a useful overview of how that workflow looks in software:
The before-and-after is straightforward.
Before, teams often ask: which recipe should we try next?
After adopting an AI-guided process, the better question becomes: which experiment will reduce uncertainty fastest while keeping us inside chemical and process reality?
That's a much stronger operating model for plastics formulation. It respects lab constraints, preserves expert judgment, and reduces wasted cycles without pretending the chemistry is simple.
Navigating Regulatory and Sustainability Frontiers
Formulation work no longer stops at performance and cost. Teams also have to ask whether a material is responsible to make, defensible to sell, and resilient against future scrutiny.
Safer formulation is now a design problem
One of the most important blind spots in current plastics formulation is additive safety before commercialization. There is a critical lack of standardized pre-market safety protocols for chemical additives, and the WHO has identified understanding how additives influence toxicity as a key research gap, as summarized in Pew's analysis of plastic system transformation and additive safety gaps. For formulators, that means the old workflow of proving performance first and asking harder toxicological questions later is becoming less defensible.
This matters even more once you consider environmental fate. A review of shoreline surveys found major sampling gaps in non-sandy environments and ice or organic-rich conditions, which means our understanding of how plastic debris persists and is detected across real-world settings is still incomplete, according to the Frontiers review of shoreline plastic pollution survey bias. If environmental behavior is poorly characterized, responsible formulation has to become more predictive upstream.

Sustainability changes what good formulation looks like
The practical implication is simple. Safer and more sustainable plastics formulation is not a separate workstream from innovation. It is innovation.
That includes choices such as:
- Reducing unnecessary complexity in additive packages so end-of-life and compliance work become more manageable.
- Designing for traceability so teams can explain what is in the formulation and why.
- Modeling likely interactions earlier instead of waiting for downstream surprises.
- Treating stewardship as a technical responsibility, not a branding exercise. If you want a broader non-technical perspective, this guide helps discover environmental stewardship importance.
The next frontier for formulation teams is clear. Build materials that perform, process, and scale, while also standing up to deeper questions about health, environment, and long-term accountability.
If your team is trying to shorten plastics formulation cycles without losing scientific rigor, Polymerize is worth evaluating as part of the workflow. It's built for materials R&D teams that need to connect fragmented experiment data, predict formulation outcomes, and choose more informative next experiments before spending more time at the bench.

