You're probably sitting on a familiar brief right now. The target coating needs better corrosion resistance, cleaner application, lower regulatory risk, and a shorter development cycle. Procurement wants flexibility in raw materials. Manufacturing wants something forgiving on the line. Marketing wants a stronger performance claim. The lab gets all of those contradictions at once.
That's why coating formulations can't be treated as ingredient lists. They're engineered systems with tightly coupled variables. Change one solvent, and application shifts. Push crosslink density, and flexibility may fall away. Improve low-temperature film formation, and you may create a blocking or dry-time problem somewhere else. In practice, the work is less about “finding a formula” and more about managing interacting trade-offs with discipline.
The industry pressure behind that work isn't easing. The global coating additives market is projected to grow from USD 8.72 billion in 2024 to USD 11.04 billion by 2029 at a CAGR of 4.8%, with waterborne products projected to record the highest CAGR and architectural applications holding the largest share in 2023. That matters in the lab because it signals where formulation effort is moving: high-performance additives, bio-based options, corrosion protection, and waterborne design that has to perform under production constraints, not just under ideal drawdown conditions.
The old approach still shows up everywhere. Build a first pass from experience, change one variable at a time, run a stack of tests, and keep iterating until something survives. That method still teaches a lot, but it's slow and expensive when the design space is broad. The stronger path combines formulation fundamentals with structured data, better experiment design, and, increasingly, machine learning that can narrow the search before you make the next batch.
Table of Contents
- Binder sets the film's identity
- Pigment does more than color
- Solvent controls delivery, not just dilution
- Additives solve local problems
- The formulator's triangle in practice
- How the major technologies differ
- Why stoichiometry decides performance in 2K polyurethane
Introduction Beyond Trial and Error in Coatings
Most failed coating programs don't fail because the team lacks chemical knowledge. They fail because the problem is under-structured. The targets are broad, the variables are coupled, and the test loop is too slow to reveal cause and effect cleanly. A chemist changes resin solids, solvent balance, and additive level in the same round, then gets a mixed result that's hard to interpret.
That's the central reality of coating formulations. Every useful property comes from an interaction. Adhesion depends on more than binder choice. Hardness isn't just crosslink density. Corrosion resistance isn't captured by inhibitor presence alone. The final film reflects substrate condition, formulation architecture, process conditions, cure history, and test environment.
Why the old workflow breaks down
Traditional trial-and-error works best when the design space is narrow and the mechanism is obvious. It works poorly when teams are juggling sustainability requirements, substrate diversity, variable climate conditions, and manufacturing limits at the same time. In those cases, “one more lab round” becomes a habit rather than a strategy.
A stronger workflow starts by converting a vague objective into a target product profile with ranked constraints. Which properties are essential? Which ones can move? Which variables are likely first-order drivers, and which are second-order adjustments? That discipline matters more than clever formulation tweaks.
Practical rule: Don't optimize a coating against a wish list. Optimize it against a hierarchy of failure modes.
Where formulation work is moving
The market signal is clear from the opening data point already cited: growth is concentrating around waterborne, high-performance, bio-based, and corrosion-focused additive strategies. In practical terms, that shifts the center of gravity in R&D. Teams have to make environmentally friendlier systems behave like mature legacy systems that were often easier to formulate and easier to apply.
That challenge forces a broader definition of formulation science. It still starts with polymer chemistry, solvent behavior, pigment dispersion, and additive selection. But it now also depends on structured data capture, better experimental planning, and model-based reasoning. The goal isn't to replace bench chemistry. It's to stop using the bench as the only search engine.
The Anatomy of a Coating Formulation
A useful way to teach coating formulations is to treat them like a constrained recipe where every ingredient affects both process and performance. The four core families are binder, pigment, solvent, and additives. Every commercial system is some variation of that architecture.
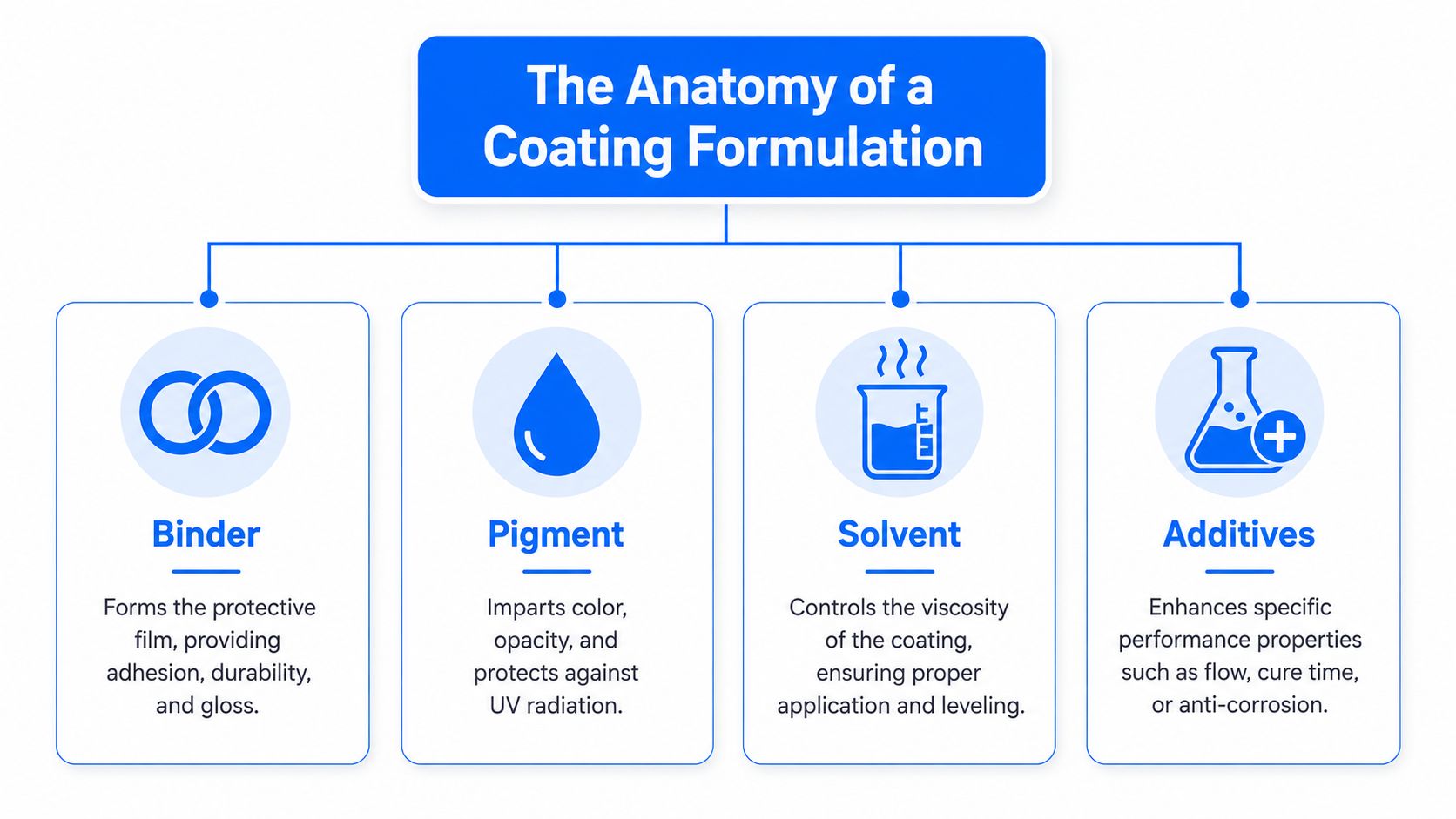
Binder sets the film's identity
The binder is the structural backbone of the coating. It forms the continuous film and largely determines adhesion, cohesion, chemical resistance, gloss retention, and durability. If the binder platform is wrong, no additive package will rescue the system.
In practice, binder choice is where the coating's personality is defined. Acrylics, polyurethanes, epoxies, polyesters, alkyds, and hybrids each carry different strengths and liabilities. The rest of the formulation tunes behavior around that core chemistry.
Pigment does more than color
The pigment package handles color and opacity, but it also affects UV screening, mechanical reinforcement, viscosity, and dispersion demand. Titanium dioxide is the classic example because it gives hiding power, but the same pigment can create very different outcomes depending on grind quality, dispersion stability, and the surrounding resin environment.
Functional pigments complicate the picture further. A corrosion-protective pigment, extender, or flattening component can improve one property while pushing another in the wrong direction. That's why pigment volume concentration isn't just a cost or hiding decision. It's a film-structure decision.
Solvent controls delivery, not just dilution
The solvent or carrier phase determines how the coating gets to the substrate. It controls viscosity, wetting, atomization, leveling, and evaporation profile. Formulators sometimes talk about solvent as if it only makes the material sprayable. That's too narrow. Solvent activity shapes the state of the binder before the film forms, and evaporation behavior affects what kind of film the system can become.
In waterborne systems, this point becomes even more obvious. Solvents such as Dipropylene Glycol Normal Butyl Ether can reduce minimum film-forming temperature by 15–20°C, while rheology modifiers are used to control sag resistance and settling. That's a practical reminder that the “carrier” phase is often doing heavy performance work.
A coating that looks stable in the can can still fail at the moment of film formation. Many waterborne problems begin there.
Additives solve local problems
Additives are the smallest components by use level and often the fastest way to improve or ruin a formulation. They handle flow, leveling, defoaming, wetting, dispersion stability, rheology, cure response, substrate wetting, mar resistance, and corrosion control. Small shifts can create visible changes on the panel and major changes in line behavior.
A useful discipline is to assign each additive a clear job. If an additive doesn't solve a defined problem, it usually becomes noise in troubleshooting. Overloaded additive packages are a common source of contradictory behavior.
For teams working on highly durable surface systems, resources on APEX Nano ceramic coating info can be useful as a comparative reference point for how end users think about protective performance, surface behavior, and maintenance expectations. That perspective can sharpen product positioning even when the underlying chemistry is very different from an industrial paint system.
Formulation Design Principles and Key Chemistries
The hardest part of formulation isn't selecting good raw materials. It's deciding which compromises are acceptable. Every serious program runs into the same three-way tension: cost, performance, and compliance. Push too hard on one corner and the other two start pushing back.
The formulator's triangle in practice
Teams often act as if these constraints are sequential. First get performance, then reduce cost, then fix compliance. In reality, those decisions need to happen together. A solvent package chosen only for application quality may create downstream regulatory pressure. A low-cost pigment strategy may disrupt gloss, corrosion resistance, or color consistency. A compliance-led reformulation may alter cure response enough to create production instability.
A good design review asks questions like these:
- Performance first-order drivers: Which raw materials directly govern adhesion, corrosion protection, hardness, flexibility, or chemical resistance?
- Process-critical variables: Which choices affect viscosity window, dispersion energy, pot life, open time, or line stability?
- Compliance-sensitive areas: Which ingredients are likely to trigger substitution pressure or reformulation risk later?
- Cost exposure: Which materials dominate formula economics, and can any of them be replaced without destabilizing the system?
How the major technologies differ
Different coating technologies solve the triangle in different ways. None is universally best. Each one carries a distinct balance of application behavior, cure method, infrastructure needs, and formulation freedom.
| Technology | Primary Advantage | Primary Challenge | Typical Applications |
|---|---|---|---|
| Waterborne | Lower solvent burden and broad alignment with current sustainability goals | Film formation, humidity sensitivity, and application robustness can be harder to balance | Architectural, industrial, wood, some metal finishing |
| Solvent-borne | Broad formulating latitude and familiar application behavior | Compliance pressure and solvent management complexity | Industrial maintenance, protective, automotive refinish, specialty systems |
| Powder | No liquid carrier and strong transfer efficiency in the right setup | Requires dedicated processing and heat-compatible substrates | Appliances, metal furniture, architectural metal, general industrial |
| Radiation-curable | Fast cure and compact processing in suitable lines | Equipment requirements and substrate or geometry limitations | Electronics, wood, packaging, specialty coatings |
The important point isn't the table itself. It's that chemistry platform selection sets the boundaries for everything that follows. Teams waste time when they try to solve a platform-level limitation with additive-level adjustments.
Why stoichiometry decides performance in 2K polyurethane
A two-component polyurethane is one of the clearest examples of formulation discipline because the chemistry punishes loose ratio control. In these systems, a polyester resin and a hydroxyl-functionalized isocyanate crosslinker build film properties through network formation. If the reactive balance is off, the film may still look acceptable at first, but the property loss shows up under stress.
In a documented 2K polyurethane formulation example, the NCO:OH ratio directly governs mechanical strength and chemical resistance, and a deviation of just ±5% from the optimal ratio can reduce tensile strength by up to 30%. That's the kind of relationship every R&D chemist should keep in mind when troubleshooting unexplained field failures. A small stoichiometric error can behave like a big formulation mistake.
The same source also shows how supporting ingredients aren't arbitrary. Titanium dioxide, silica, diatomaceous silica, and a controlled solvent blend such as MIAK with PM Acetate each serve specific processing and performance roles. This is what practical formulation looks like. Every ingredient has a job, and the jobs have to be compatible with each other.
If your ratio-sensitive system only works when the operator is perfect, you haven't finished the formulation. You've built a lab demonstration.
From Lab Bench to Production Line Application Methods
A coating can be chemically sound and still fail on the line. That usually happens when the formulation was optimized around a drawdown or a small spray setup rather than the actual application method. Transfer efficiency, atomization, wet-film build, flash behavior, and substrate geometry all push the formula in different directions.
Spray application starts with atomization behavior
Spray systems are unforgiving when viscosity and evaporation aren't tightly controlled. Air spray, air-assisted airless, and conventional airless equipment each impose different shear histories on the liquid. What matters to the formulator is whether the coating can atomize cleanly, level before skinning, and hold on vertical surfaces without sagging.
Three problems show up repeatedly:
- Orange peel: Atomization or leveling is off, often because the viscosity profile and flash profile don't match the equipment.
- Dry spray: The solvent package evaporates too aggressively before droplets coalesce on the surface.
- Sagging: The wet film doesn't recover enough structure after deposition.
A bench Brookfield value alone won't predict these outcomes. You need to understand the flow curve, solvent release behavior, and how the coating rebuilds after shear.
Dip and roll systems punish the wrong rheology
Dip coating and roll coating expose a different set of weaknesses. These methods care less about atomization and more about wetting, drain-off, edge coverage, and surface uniformity over large areas. A coating that looks acceptable in a spray cup may foam, ladder, or leave uneven film after immersion or transfer through rolls.
In these systems, formulators should watch for:
- Drain behavior: Too little control and the coating runs. Too much structure and you trap defects.
- Surface tension balance: Poor wetting leads to voids or pullback, especially on contaminated or low-energy substrates.
- Settling stability: Long hold times in production expose weak dispersion design quickly.
- Recovery after mechanical stress: The liquid has to survive pumping, circulation, and recirculation without drifting out of spec.
Production equipment doesn't reveal hidden weaknesses. It amplifies them.
A practical habit is to define application method early in the development brief. If the coating must work by spray and dip, that's not a minor note. It means the formulation needs a broader operating window, and that usually changes resin, solvent, and rheology choices from the start.
Performance Testing and Characterization
Once a coating reaches panel stage, testing becomes the main source of truth. Not because every test perfectly predicts field life, but because test data exposes the structure-property relationships that the eye can't see. Good teams use testing to learn why a formulation behaves the way it does, not just whether it passed.
What to measure before durability work begins
Early characterization should establish whether the film was formed correctly before the long tests begin. If the coating hasn't developed the right network, wetting pattern, or surface profile, later failures won't be informative.
A practical first tier usually includes:
- Adhesion and cohesion: To separate substrate failure from internal film weakness.
- Hardness and flexibility: To see whether the network is too soft, too brittle, or unbalanced.
- Gloss, haze, and appearance: Because visual quality often reveals incompatibility before durability testing does.
- Viscosity and stability checks on retained samples: To catch drift between make-up and test timing.
These measurements matter because many “corrosion failures” or “chemical resistance failures” really start as film-formation failures.
Where conflicting targets show up in test data
The most difficult coatings aren't the ones with one weak property. They're the ones with opposing good properties that refuse to coexist. Hardness versus flexibility is the classic example. Cure speed versus appearance is another. Low-temperature performance versus chemical resistance can become equally difficult.
That tension is especially visible in humid, low-temperature conditions. A common challenge in coatings is optimizing for low-temperature humidity because hardness and reactivity are often conflicting goals, and increasing molecular functionality can improve hardness while negatively affecting appearance kinetics. That's a useful framing because it explains why a panel can test strong mechanically while still looking poor, or why a visually clean film can underperform after exposure.
A good test program compares properties as a set, not one by one. When a formulation gains hardness, ask what happened to appearance and flexibility. When humidity resistance improves, ask what changed in cure progression and surface quality. That paired reading prevents teams from optimizing the wrong thing.
Don't trust a single winning metric. In coatings, a local maximum often hides a system-level failure.
Troubleshooting Common Formulation and Scale-Up Issues
Most coating defects can be traced back to a short list of root causes: poor wetting, unstable rheology, incompatible additive balance, weak substrate preparation, or a process window that's too narrow for real production. The difficult part isn't recognizing the defect. It's separating the visual symptom from the true formulation cause.

Defects usually start upstream
Poor adhesion, cratering, pinholes, color drift, and viscosity inconsistency rarely appear out of nowhere. They're usually the visible result of decisions made earlier in raw material selection, dispersion design, or process control.
A practical troubleshooting sequence looks like this:
- Start with the substrate: Contamination, profile, and cleanliness often explain adhesion or wetting problems faster than reformulation does.
- Check the liquid state: Viscosity drift, foam, seed formation, and settling tell you whether the formulation is stable enough to make a reliable film.
- Review additive interactions: Flow agents, defoamers, and wetting additives can interfere with one another when levels creep upward.
- Reconstruct the process history: Mixing order, shear input, letdown timing, and hold time often explain batch-to-batch inconsistency.
When teams skip this sequence, they tend to add more additives to solve a defect that started in process or surface preparation.
Scale-up changes the physics even when the formula is unchanged
Lab success doesn't guarantee plant success because the hydrodynamics are different. Shear distribution changes. Heat build-up changes. Batch residence time changes. A pigment that dispersed well in a small vessel may not deagglomerate the same way in a larger tank. An antifoam that looked harmless in the lab may become a crater source after different pumping conditions.
Solvent substitution is one of the most common places where these failures show up. According to SpecialChem's discussion of solvent substitution challenges in coatings, approximately 60% of industrial coating formulators report facing challenges with solvent substitution, often because they don't have a data-driven way to match solvent activity to a specific resin system. That's why substitutions based on “similar solvent properties” often go sideways in production.
Two habits reduce that risk:
- Measure solvent-resin behavior directly: Don't rely only on category labels. Look at how the candidate solvent changes concentrated solution behavior and application response in your actual resin system.
- Scale process windows with the formula: Record mixing order, temperature, addition rates, and hold-time sensitivity as part of the formulation package, not as an afterthought.
A mature troubleshooting culture treats formulation and process as one system. That's usually the difference between a repeatable product and a fragile one.
The Future of Formulation Data-Driven Optimization
The strongest R&D groups aren't abandoning chemistry fundamentals. They're making those fundamentals computable. That means turning fragmented lab knowledge into structured data, using models to predict outcomes before the next batch is made, and choosing experiments that reduce uncertainty instead of just generating more panels.
What an AI workflow changes
Traditional coating development usually follows a loop of propose, make, test, and revise. The weak point is that each cycle often searches a huge design space with very little memory. Data sits in spreadsheets, notebooks, email threads, and old reports. Variables are recorded inconsistently. Failed experiments disappear into anecdote.
A data-driven workflow changes that in several ways:
- It centralizes experimental history: Old formulations, test results, and process notes become searchable rather than tribal knowledge.
- It improves variable quality: Ingredient identity, loading, processing conditions, and test context become usable inputs instead of messy text.
- It supports model building: Once the data is clean enough, teams can train models that predict likely performance regions and rank the next experiments.
Feature selection matters a lot here. If the inputs don't represent the chemistry and process reality, the model won't help. Teams new to this work often benefit from a practical overview of critical feature engineering techniques, because coatings data is full of mixed variable types, sparse records, and hidden interactions.
Why sparse data can still be useful
A common objection is that coating datasets are too small or too messy for machine learning. Sometimes they are. But sparse doesn't mean useless if the problem is framed well and the data is tied to real formulation decisions.
A strong proof point comes from a corrosion-protective coating study in which researchers analyzed exactly 492 salt-spray test results on coatings containing 148 different ingredients and used machine learning plus multi-objective optimization to identify novel formulations with similar or better corrosion performance than a reference system. The resulting formulations were then verified experimentally under cyclic salt-spray conditions, showing that computational methods can help discover complex coating formulations even with limited data, as described in the Nature study on machine learning-guided corrosion protective coatings.
That result matters for day-to-day R&D because it validates a practical shift. You don't need a perfect digital twin of the whole coating universe. You need structured formulation data, well-defined targets, and an optimization workflow that can narrow the experimental search to the most informative candidates.
The video below gives a useful view of how modern materials R&D platforms are approaching that shift in practice.
The best use of AI in coatings isn't automatic formula generation. It's guided decision-making. Models can help rank candidate formulations, detect nonlinear interactions, and expose variables that deserve closer mechanistic study. The chemist still decides what is chemically plausible, manufacturable, and commercially acceptable. The difference is that the search becomes narrower, faster, and far less dependent on guesswork.
Teams building new coating formulations don't need another disconnected software layer. They need a system that captures experimental knowledge, makes it searchable, and turns it into better next-step decisions. Polymerize is built for that kind of materials R&D workflow, helping scientists unify fragmented formulation data, apply explainable AI to property prediction and optimization, and move from trial-and-error toward targeted development with more confidence.

